
品質保証の取り組み
弊社の検査ルール
- 単品受注の部品は全品検査をします。
- 図面にH7などの公差指示がある場合、全品検査します。
- 一般公差の場合、JIS Z9015-1 のⅡ(検査水準)に沿って抜き取り検査をします。
- 図面に特別に検査基準の記載があれば、それに準じます。
- 品質マネジメントシステムの国際標準規格であるJIS Q 9001:2015(ISO9001:2015)の認証を取得いたしました。ISO9001認証を見る▶
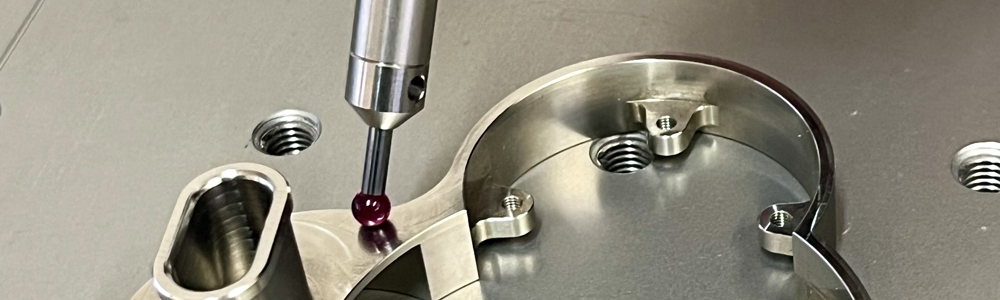
検査手順
- 図面に記載された形状と完成品の形状を目視で比較する。
- 完成品の外側と内側に傷・打こんがないかを目視する。
- 傷、打こんがなければ良品として次の検査工程へ回す。
- 傷、打こんが確認できれば、不良として修正もしくは再製作手配する。
- ネジの部分はネジゲージを使って、ネジがきれているか確認する。
- ネジゲージがネジ入り口からは回って入り、もう片方が入らなければ良品とする。
- ネジゲージが両方から入る、もしくは、両方から入らなければ不良とする 。
- 図面に公差記載がない全ての箇所に対し、JIS B 0405.0419加工寸法の普通許容差内かどうか各種検査工具を使って測定する。
- 検査した箇所について、図面の寸法数値の部分に赤ペンでチェックする。ただし、宇宙部材は全数全箇所を検査し、実測値を検査成績書に記載する。
- 普通許容差外であれば不良として修正もしくは再製作手配する。
- 図面に公差記載がある箇所は全て、公差内に収まっているか各種検査工具を使って測定する。
- 図面の公差寸法記載の横に、赤ペンで実測値を記入する。
- 完成品を図面と一緒に、傷や打こんが付かない様コンテナに入れる。
弊社のオリジナル3Sルール
- 1日の終わりには、設備を使った本人以外の者が掃除する。自分が使った設備は仲間が掃除し、仲間が使った設備を自分が掃除すること で、緊張感と思いやりを持って3S を進める。
- 1日の終わりの掃除には、経営者や間接社員も含め全員が参加する
検査機器(工具)
- デジタルハイトゲージ
- ハイトゲージ
- 各種デジタルマイクロメータ
- シリンダーゲージ
- 各種栓ゲージ
- 各種ネジゲージ
- リングゲージ
- ブロックゲージ
- デプスゲージ
- その他